





Шановні панове!
 З огляду на Вашу зацікавленість в безпечної експлуатації обладнання, підвищення якості та конкурентоспроможності продукції, що випускається чи вже реалізованої продукції, ТОВ НВФ «Ультракон» пропонує Вашому підприємству комплексне обслуговування:
З огляду на Вашу зацікавленість в безпечної експлуатації обладнання, підвищення якості та конкурентоспроможності продукції, що випускається чи вже реалізованої продукції, ТОВ НВФ «Ультракон» пропонує Вашому підприємству комплексне обслуговування:
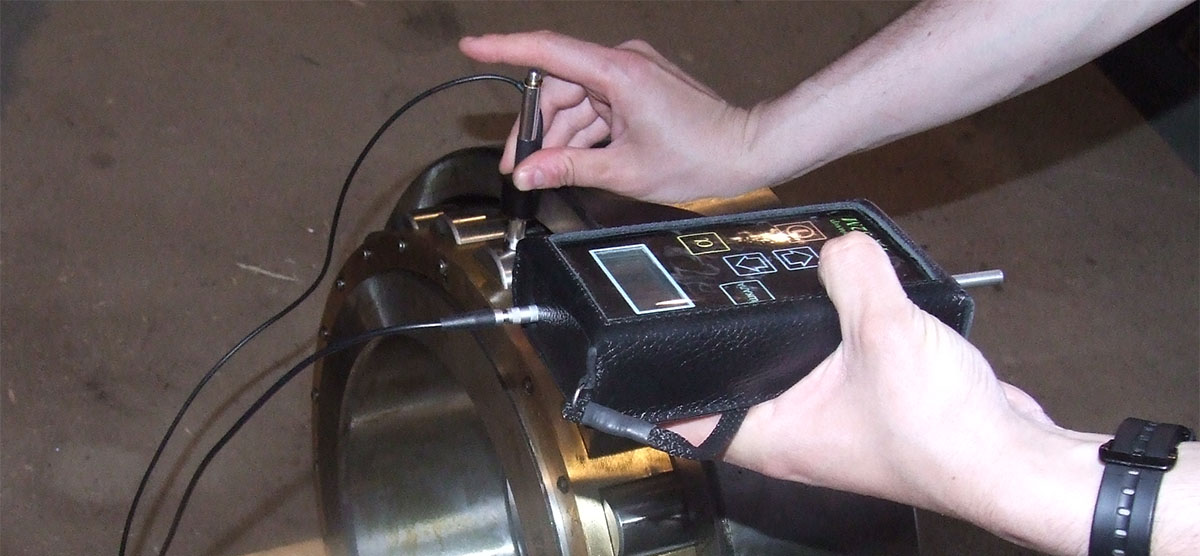
- поставку широкого спектру обладнання для неруйнівного контролю і технічної діагностики;
- впровадження устаткування;
- навчання та атестацію персоналу;
- консультаційне та методологічне сприяння в процесі експлуатації.
Для вирішення завдань підвищення безпеки та якості, що стоять безпосередньо перед Вашим підприємством, наші фахівці допоможуть оптимально підібрати, придбати і ввести в експлуатацію необхідне Вам обладнання неруйнівного контролю.